
 Heim
Heim





OEM-Blech, Stahl, Laserschneiden, Stanzen, Biegen, Schweißen, Teile
OEM-Blechstahl-Laserschneiden, Stanzen, Biegen, Schweißen, Teile, Produktanzeige, Schweißen. Vorteile: 1. Argon-Wolfram-
Basisinformation.
| Verfahren | Umformprozess |
| Industrie | Metallstanzteile |
| Toleranzen | 0,1 mm |
| Maßgeschneidert | Maßgeschneidert |
| Toleranz | ISO2768-F |
| Oberflächenbehandlung | Lackieren/Pulverbeschichten/Sandstrahlen/Eloxieren |
| Transportpaket | Sperrholz |
| Herkunft | Qingdao |
| HS-Code | 7326909000 |
| Produktionskapazität | 500 Tonnen |
Produktbeschreibung
OEM-Blech, Stahl, Laserschneiden, Stanzen, Biegen, Schweißen, Teile
| Produktmaterial | Q235/ Q345/ C10/ C20/ C45/ 16Mn usw. AL6061/ AL6063/ AL5754/ AL5052 usw. SUS201/ SUS303/ SUS304/ SUS316/ SUS316L usw. H57/ H58/ H59/ H62 usw. |
| Genauigkeit | 0,1 mm |
| Kapazität | Teile: 1 Million / Monat |
| Design-Software | 3D:PROE/ UG/ SOLIDWORKS 2D: AutoCAD/ PDF/JPEG |
| Oberflächenbehandlung | Pulverbeschichtung/ feuerverzinkt/ Lackierung/ Polieren/ Bürsten/ Verchromung/ vernickelt usw. |
| Test Ausrüstung | Härteprüfer/chemische Analyse/digitaler Messprojektor usw. |
| Dicke | 0,1–20 mm oder andere Sonderausführungen erhältlich |
| Vorlaufzeit | 15-50 Tage je nach Produkt |
| Standard | ANSI/API/BS/DIN/JIS/GB usw. |
| Ausrüstung |
|
| Produktionscover | Leichtes Produkt/Produkt für die Bauindustrie/Ventilprodukt/Autoersatzprodukt/Automobilprodukte/Ausrüstungsersatzprodukt/Möbelprodukte usw. |
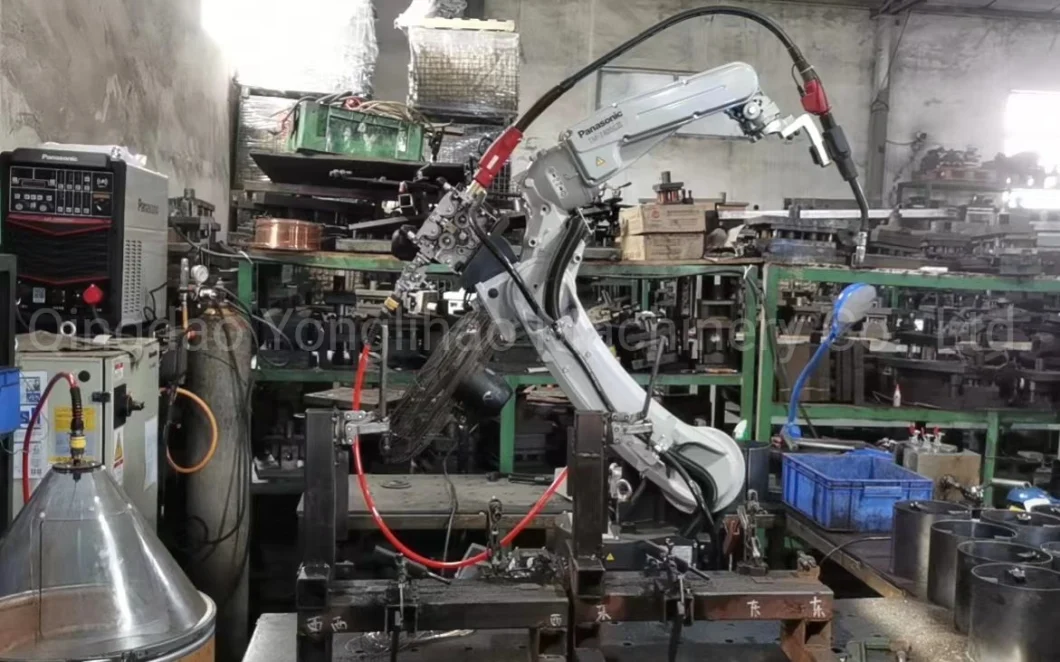
Warenpräsentation
Vorteile des Schweißens:
1. Argon-Wolfram-Lichtbogenschweißen:1) Argon kann Luft effektiv isolieren, ist in Metall unlöslich und reagiert nicht mit Metall. Beim Schweißen kann der Lichtbogen auch automatisch den Oxidfilm auf der Oberfläche des Schmelzbades entfernen. Daher kann es erfolgreich Nichteisenmetalle, Edelstahl und verschiedene Legierungen schweißen, die leicht zu oxidieren, zu nitridieren und chemisch aktiv sind.2) Der Lichtbogen der Wolframelektrode ist stabil und Dutzende davon können auch bei einem kleinen Schweißstrom (weniger) stabil brennen als 10a), das sich besonders zum Schweißen von dünnen Blechen und ultradünnen Materialien eignet.3) Die Wärmequelle und der Zusatzdraht können separat gesteuert werden, so dass die Wärmezufuhr einfach eingestellt werden kann und das Schweißen an verschiedenen Positionen durchgeführt werden kann aus. Es ist auch eine ideale Methode, um einseitiges Schweißen und doppelseitiges Formen zu realisieren.4) Da der Schweißdrahttropfen nicht durch den Lichtbogen gelangt, treten keine Spritzer auf und die Schweißnahtformung ist schön.2. MIG-Schweißen:1) Inerte Gase haben kaum chemische Wechselwirkungen mit Metallen.2) Es gibt keine Beschichtungsschicht auf der Oberfläche des Schweißdrahtes und der Schweißstrom kann erhöht werden. Daher ist die Durchdringung des Grundmetalls groß, die Schmelzgeschwindigkeit des Schweißdrahtes hoch und die Abscheidungsrate hoch. Im Vergleich zum WIG-Schweißen (Wolfram-Einsatz-Gaslichtbogenschweißen) ist die Produktionseffizienz hoch.3) Die Tröpfchenübertragung erfolgt hauptsächlich durch Strahlübertragung. Der Kurzschlussübergang wird nur beim Dünnblechschweißen verwendet, während der Tropfenübergang in der Produktion selten verwendet wird. Beim Schweißen von Aluminium, Magnesium und deren Legierungen wird üblicherweise der Unterstrahlübergang verwendet. Da die Kathodenzerstäubungsfläche groß ist, ist die Schutzwirkung für das Schmelzbad gut und die Schweißnahtbildung ist gut mit wenigen Fehlern.4) Wenn das Kurzschlussübergangs- oder Impulsschweißverfahren angewendet wird, können alle Positionsschweißungen durchgeführt werden, es ist jedoch nicht möglich Die Schweißeffizienz ist geringer als beim Flachschweißen und Horizontalschweißen.5) Im Allgemeinen wird eine DC-Rückwärtsverbindung verwendet, damit der Lichtbogen stabil ist, die Tröpfchenübertragung gleichmäßig ist, das Spritzen geringer ist und die Schweißnahtbildung gut ist.3. CO2-Schweißen: 1) Der CO2-Lichtbogen hat eine starke Durchdringung, die die stumpfe Kante der Nut vergrößern und die Nut beim Schweißen dicker Bleche verkleinern kann; Hohe Schweißstromdichte und hohe Schmelzrate des Schweißdrahtes; Im Allgemeinen ist nach dem Schweißen keine Schlackenreinigung erforderlich, sodass die Produktivität des CO2-Schweißens etwa ein- bis dreimal höher ist als die des Elektrodenlichtbogenschweißens.2) Beim reinen CO2-Schweißen kann im allgemeinen Prozessbereich keine Strahlübertragung erreicht werden. Es wird häufig verwendet: Kurzschlussübertragung und Tropfenübertragung. Eine Strahlübertragung kann erst nach Zugabe von Mischgas erreicht werden.3) Die Kurzschlussübertragung kann für das Schweißen in allen Positionen verwendet werden, und die Schweißqualität dünnwandiger Komponenten ist hoch und die Schweißverformung gering.4) Es weist eine starke Rostbeständigkeit auf , geringer Wasserstoffgehalt in der Schweißnaht und geringe Neigung zu Kaltrissen beim Schweißen niedriglegierter hochfester Stähle.5) CO2-Gas ist billig und die Reinigung von Schweißteilen vor dem Schweißen kann vereinfacht werden. Die Schweißkosten betragen nur 40 bis 50 % der Kosten für Unterpulverschweißen und Elektrodenlichtbogenschweißen.4. Unterpulverschweißen:1) Hohe Schweißproduktivität2) Gute Schweißqualität3) Niedrige Schweißkosten4) Gute Arbeitsbedingungen5) Großer Schweißbereich5. Widerstandsschweißen: 1) Die beiden Metalle werden intern unter Druck erhitzt, um die Schweißung abzuschließen. Ob es sich um den Bildungsprozess der Schweißverbindung oder den Bildungsprozess der Verbindungsoberfläche handelt, die metallurgischen Probleme sind sehr einfach.2) Aufgrund der Wärmekonzentration und der kurzen Aufheizzeit ist die Wärmeeinflusszone klein und die Verformung und Spannung gering klein. Im Allgemeinen ist es nicht erforderlich, den Korrektur- oder Wärmebehandlungsprozess nach dem Schweißen zu berücksichtigen.3) Einfache Bedienung, leicht zu realisierende mechanisierte und automatisierte Produktion, kein Lärm und Rauch, gute Arbeitsbedingungen.4) Bei hoher Produktivität kann es integriert werden am Fließband zusammen mit anderen Herstellungsprozessen in der Massenproduktion.6. Manuelles Elektroden-Lichtbogenschweißen:1) Die verwendete Ausrüstung ist relativ einfach, relativ billig und tragbar.2) Gasschutz ist nicht erforderlich.3) Flexibler Betrieb und starke Anpassungsfähigkeit.4) Es hat ein breites Anwendungsspektrum und ist zum Schweißen geeignet der meisten industriellen Metalle und Legierungen.
Fertigungsprozess
Qualitätskontrolle
In Yonglihao legen alle Mitarbeiter Wert auf Qualität. Prüfberichte und Muster aller Produkte werden von unserer Qualitätskontrollabteilung aufbewahrt.>> Eingangskontrolle des RohmaterialsAlle Materialien müssen mit Lieferantenzertifikaten versehen sein und vor Produktionsbeginn die Eingangskontrolle bestehen. Gelegentlich werden Materialproben für spezifische Tests an ein unabhängiges Labor geschickt, um den Anforderungen der Kunden gerecht zu werden. Alle Materialien müssen gekennzeichnet und klassifiziert werden, damit die ursprüngliche Quelle jederzeit während des Produktionsprozesses zurückverfolgt werden kann.>> ProduktionsinspektionJede Phase des Produktionsprozesses wird durch Produktionsinspektion überwacht. Das erste Produkt muss Tests in jeder Phase des Produktionsprozesses bestehen. Nur wenn der Test abgeschlossen und vom Qualitätskontrollmanager bestätigt wurde, konnte die Massenproduktion durchgeführt werden. Jeder produzierende Bediener führt während des Produktionsprozesses ständige Tests durch, einschließlich Größenmessung und Beobachtung des Erscheinungsbilds. >>Endkontrolle: Produkte von Yonglihao können die Lager erst verlassen, nachdem alle Unterlagen unterzeichnet und versiegelt wurden.
Lager und Versand
Anfrage:
Q1:Where can I get product & price information?A1:Send us inquiry e-mail or add us whatsapp, we will contact you as we receive your mail. Q2:How long can i get the sample?A2:Depends on your specific items, within 3-7 days is required generally.Q3:What kinds of information you need for quote?A3:Kindly please provide the product drawing in PDF, and will be better you can provide 3D drawing in STEP or IGS format.Q4: What shall we do if we do not have drawings?A4:Please send your sample to our factory, then we can copy or provide you better solutions. Please send us pictures or drafts with dimensions (Length, Hight, Width), CAD or 3D file will be made for you if placed order.Q5: How can we know the chemical component of your products is according to our request?A5: When we offer samples or batch parts, we will also send you our material list from our material factory, it shows more detailed.Q6: How to guarantee your final size can meet our drawing request?A6: we will make moulds according to your 3D drawing. And we also do sampling when batch production start, to make sure the final dimension can meet your request.Q7: How to make sure the color after painting or powder coating can be correct?A7: We have color card with different color number, such as RAL9016, we will contrast the sample surface and color card, to make sure the final surface effect is correct.Q8: Generally, how do you packing the goods?A8: normally, for inner package: the goods is nude, for outer package: carton + plywood. Q9: If we find the defect products exist in the batch parts, how to do?A9: Yes,your caution is very good, in fact, when batch production, we need do sampling. Before shipment, we also do testing to make sure the quality is ok. If you found several defect product exists, pls take photos and send your quality feedback, we will check and send you qualified products. But pls be assured that our products is qualified, unless caused by the worker's mistake to place.
An uns senden