
 Heim
Heim





Haltbare kleine Partikel-Wolframkarbid-Schweißelektroden Yd
Basisinformation.
| Modell Nr. | Yd-3 60/40 |
| Länge | 280~450mm |
| Schweißkerntyp | Legierter Baustahl |
| Art der Elektrodenbeschichtung | Base |
| Schlackencharakteristik | Sauer |
| Schweißstabtyp aus Edelstahl | Wolframkarbid |
| Funktion | Aufpanzerelektrode |
| Schweißleistung | AC/DC |
| Härte | Hb>=160 |
| Verwendung | Bearbeitung verschlissener und zerspanender Werkstücke |
| TRS | 690 MPa |
| Hra | 89~91 |
| Transportpaket | Karton |
| Spezifikation | YD-3 60/40 |
| Warenzeichen | ZZUP |
| Herkunft | Zhuzhou, Hunan, China |
| HS-Code | 8209009000 |
| Produktionskapazität | 10000000 Stück/Monat |
Verpackung & Lieferung
Paketgröße 36,50 cm * 6,50 cm * 6,50 cm. Paketbruttogewicht 1.500 kgProduktbeschreibung
Verschleißfeste Wolframcarbid-Schweißelektroden mit winzigen Partikeln YD-3 60/40 mit Nickel-Matrix-Legierung

1. Hartlötstab aus Kupferlegierung, der durch Sintern von Wolframkarbidschrott und einer elastischen Matrixlegierung hergestellt wird. Die äußere Schicht des speziellen Flussmittels und der Färbung markiert die Schrottqualität. Die Zusammensetzung des gesinterten Wolframkarbidschrotts besteht hauptsächlich aus CO und WC. Die Härte beträgt HRA 89~91, Reifenkörpermaterial besteht aus einer Ni- und Kupferlegierung, die Festigkeit kann bis zu 690 MPa betragen, die Härte HB≥160.
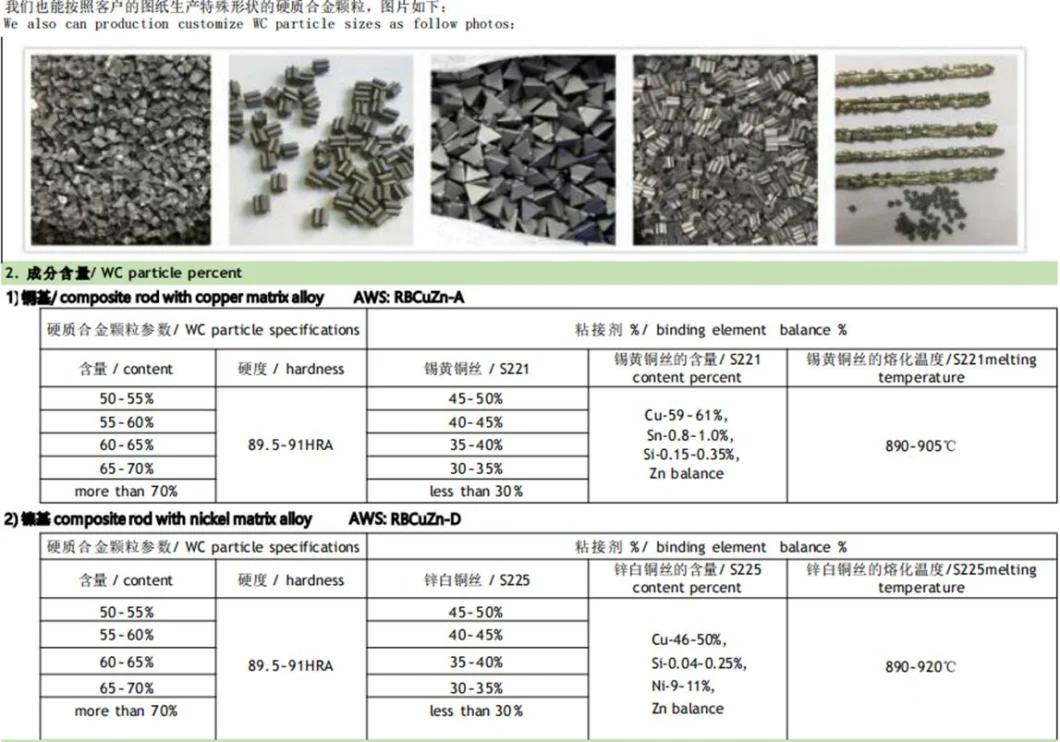
2. Gängige Partikelgrößen: 1/16" x 1/8" (1,6 x 3,2 mm), 3/16" x 1/8" (3,2 x 4,8 mm), 1/4" x 3/16" (4,8 x 6,4 mm), 5/16" x 1/4" (6,4 x 7,9 mm), 3/8" x 5/16" (7,9 x 9,5 mm), 1/2" x 3/8" (9,5 x 12,7 mm). ).
3. Länge: 280 mm, 450 mm
4. YG + CuSnZn oder YG + CuSnZn + 10 % Ni
5. WC-Körnungszusammensetzungen: 70 %, 60 %, 50 %

| Grad | Partikelgrößen (mm) | Länge des Schweißdrahtes |
| YD-9.5 | 8,2 ~ 9,5 | 280 oder 450 mm |
| YD-8 | 6.4~8.2 | 280 oder 450 mm |
| YD-6.5 | 4,8 ~ 6,4 | 280 oder 450 mm |
| YD-5 | 3,2 ~ 4,8 | 280 oder 450 mm |
| YD-3 | 1,6 ~ 3,2 | 280 oder 450 mm |
| YD-10mesh | 10~18 Mesh | 280 oder 450 mm |
| YD-18mesh | 18~30mesh | 280 oder 450 mm |
| YD-30mesh | 30~50mesh | 280 oder 450 mm |
Verwendet:
Es wird hauptsächlich zum Auftragschweißen in der Öl-, Bergbau-, Kohlebergbau-, Geologie-, Bau- und anderen Industriezweigen verwendet, bei denen es zu erheblichen Abnutzungserscheinungen oder Artefakten beider Schneidvorgänge kommt. Zum Beispiel: Frässchuhe, Schleifen, Zentrierer, Reibahlen, Bohrgestängeverbindungen, Hydraulik Fräser, Schaber, Pflughobelmesser, Bohrkrone, Pfahlbohrer, Spiralbohrer usw.


Der Arbeitsablauf beim Autogenschweißen ist wie folgt: (1) Reinigen des Werkstücks, Verleihen der Oberfläche des Schweißwerkstücks mit metallischem Glanz. (2) Die flache Position des Schweißens, daher kann die entsprechende Spannvorrichtung zur Kontrolle der Oberflächenschichtdicke verwendet werden , dickes Stück verfügbar.(3) Mit neutraler Flamme vorheizen, Flammenkern nicht mit der Oberfläche in Kontakt bringen, ein Abstand von 25 mm wird empfohlen.(4) Hartmetall-Oberflächenschweißschicht. Bei der YD-Elektrodenoberfläche kann die Verwendung einer neutralen Flamme (kann Die Flamme ist leicht karbonisierend, die Spitze bleibt stabil auf der Werkstückoberfläche, die Flamme der Legierungselektrode wird erhitzt (achten Sie darauf, dass die Spitze des Flammenkegels nicht mit Legierungspartikeln in Berührung kommt), der Reifenkörper schmilzt in der Elektrodenlegierung und die Karbidpartikel fallen ebenfalls Der Reifenkörper des geschmolzenen Metalls verfestigt sich, die Partikel ordnen sich an, Sie können die linken Hände der Legierungselektrodenfinger oder eine andere Person verwenden, die eine Basiselektrode oder einen Zugstab auf dem Graphitstab hält und die Partikel schnell umrührt, um sie gleichmäßig und sauber auszurichten. Dicke der Oberflächenschicht Kontrolle gemäß den Anforderungen des Designs. (5) Nach dem Schweißen des Werkstücks, wo keine Belüftung, langsames Abkühlen, kein Abschrecken möglich ist, bedingt verwendbare Asbestdecke abdecken. (6) Das Werkstück nach dem Abkühlen auf Raumtemperatur, falls erforderlich, Schleifen der Oberflächenoberfläche erforderliche Größe und Form. (7) Reinigen Sie das Werkstück, entfernen Sie alle Spritzer, Schlacke usw.
Unsere Fabrik ist auf die Herstellung einer Reihe von Wolframcarbid-Produkten spezialisiert, wie zum Beispiel:
Wolframkarbid-Sägespitzen
Wolframcarbid-Knöpfe für Felsbohrer
Wolframcarbid-Einsätze für Straßenfräsen und Plattiermeißel
Wolframcarbid-Einsätze für Kohlenmeißel
Wolframcarbid-Einsätze für Snopw-Pflugmesser
Wolframkarbideinsätze für Bergbauwerkzeuge
Wolframcarbid-bearbeitete oder blanke Rundstäbe (Durchmesser von 1,0 bis 25,4 mm, Länge 1,0 bis 330 mm)
Wolframkarbidrohre
Wolframkarbidringe
Wolframkarbidstreifen und -platten
tunsgten Hartmetallspitzen für Entrindungsbohrer
Hartmetallgelötete Einsätze oder Spitzen
Hartmetallstifte
Reifenspikes
Wolframkarbid-Rohlinge
tunsgten Hartmetall-Verschleißteile
Wolframkarbid-Rundschneider
legiertes Schweißmaterial usw.